1. Introduction
As one of the largest industries worldwide, the textile industry produces significant amounts of wastewater. Textile wastewater is generated in different steps during production, such as destarching, mercerization, dyeing, and washing [
1], and is known to contain considerable amounts of organic compounds which provide color to the effluent [
2]. In recent years, more strict regulations of effluent discharge have been applied in the textile industry, in order to reduce dye residues in the effluent before discharge into natural streams [
3]. Consequently, finding suitable technologies to obtain an effective treatment of textile wastewater and to reuse its effluent in new production processes is essential for the industry’s sustainable development.
One of the most applied biological methods in treating textile wastewater is the conventional activated sludge (CAS) process [
4,
5]. The main objective of the CAS process is to remove organic compounds [
6]. The CAS system has disadvantages such as high hydraulic retention time (HRT), problems with sludge settling, requirement of large space [
7], and poor color removal efficiency due to the low biodegradability of dyes which can only be partially adsorbed on biomass [
8,
9,
10]. Hence, a tertiary physicochemical method is usually required to give a better treatment performance [
3,
11], which will increase the cost of the process.
In the past two decades, noticeable progress has been achieved with membrane bioreactor (MBR) technology in industrial wastewater treatment. MBRs separate the sludge by filtration, which differs from conventional CAS treatment [
12]. MBRs can reduce land space and sludge production with a high biomass concentration in the reactor and are able to treat influent with wide fluctuations of quality [
13,
14,
15,
16]. In the case study of MBR applied in textile wastewater treatment in Bangladesh, the performance of the MBR system was better than that of the CAS [
17]. Another study reported that high removal efficiencies were achieved for chemical oxygen demand (COD), color, and total suspended solids (TSS), and the cytotoxicity was significantly reduced by MBR when operating at an HRT of 2 days [
18].
Recently, biofilm systems have drawn much attention in treating different types of industrial wastewater due to their several advantages compared with conventional biological treatment, including saving space [
19,
20]. Among them, the moving bed biofilm reactor (MBBR) also has been applied in textile wastewater treatment in the last few years. One of the highlights of MBBR is a smaller volume of the biological plant or a larger treating capacity in the same reactor volume due to the biofilm being attached to carriers. Besides the great amount of biomass fixed on carriers, the concentration of biomass in suspension could be higher than that in the CAS process. In a previous study of textile effluent treatment [
21], the pilot-scale plant of MBBR removed 86% of COD and 50% of color, respectively.
In addition to the selection of suitable wastewater treatment from a technical point of view, the increased demand for sustainability of industries has led to the use of life cycle assessment (LCA) as a tool to evaluate the feasibility of technologies [
22]. Previous studies have estimated the environmental impacts generated by one or combined units of treatment plants for textile wastewater. Nakhate et al. evaluated the environmental footprints of a textile wastewater treatment plant and found out that consumption of electricity dominated in most of the environmental burden [
23]. Cetinkaya and Bilgili compared, in another study, the environmental impacts caused by two desalination systems, and they found that using LCA could assess the environmentally friendlier treatment system for textile wastewater [
24].
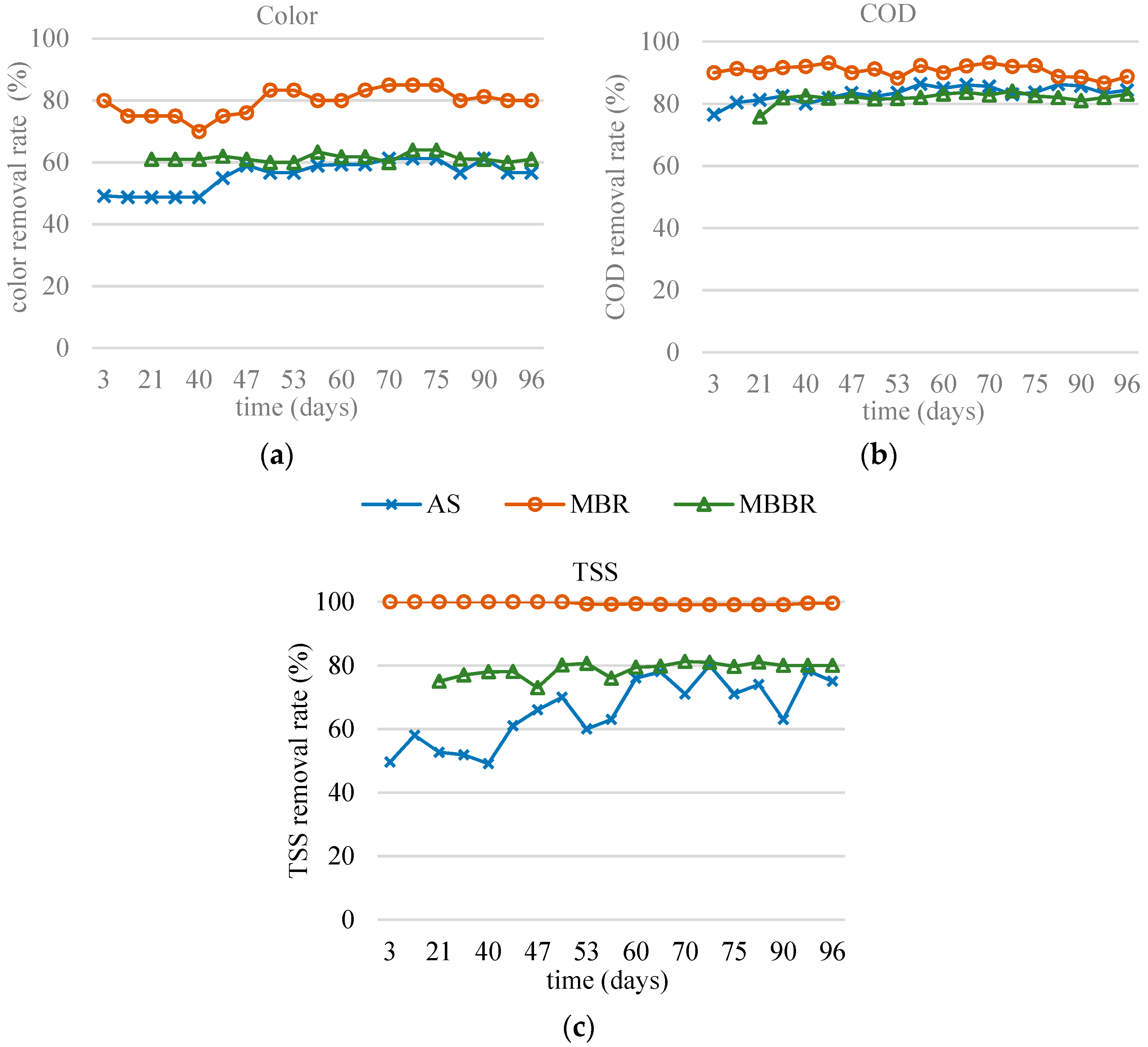
The aim of the current experimental study was to compare the efficiency of the CAS system, MBR process, and MBBR system in treating real textile wastewater. CAS is the current treatment process of the textile industry which provides the wastewater for our study. In order to improve the treating efficiency based on the existing CAS treatment, we have chosen MBBR and MBR to compare the technical, environmental, and economic feasibility. Parameters such as chemical oxygen demand (COD), total suspended solids (TSS), and color were determined to verify that MBR and MBBR have a better efficiency than CAS process. Special attention was paid to color removal, as color is one of the main problems in textile wastewater treatment.
Based on the experimental results in the pilot plant, an economic study and LCA were carried out to compare the economic and environmental feasibility of implementation of these technologies on an industrial scale and also to select the method of textile wastewater treatment with lower investment, operating costs, and environmental impact related to energy and materials consumption.
Water treated with the most viable method was reused to make new dyes because water reuse in the textile industry, a large water consumer, is one of the main factors to achieve sustainable development.
2. Methodology
2.1. Pilot Plant Description and Analysis
Three pilot plants (flow diagram shown in
Figure 1) were investigated for textile wastewater treatment in this study. Among them, the plant for the CAS process and the plant for MBR were operated in parallel. The pilot plant for MBBR was the same as for the CAS operation, but without the recirculation of sludge. The three treatments were operated with a controlled temperature of 25 °C. The textile wastewater was obtained from a local textile industry, Acabats del Bages, S.A. (Monistrol de Montserrat, Spain). The characteristics of the wastewater are shown in
Table 1, including pH, COD, color, biochemical oxygen demand (BOD), TSS, total nitrogen (TN), and total phosphorous (TP). The duration of experiments for three pilot plants was 96 days.
It should be noted that the pH of wastewater returned to 8.6 in the reactor due to the buffering effect caused by the presence of carbonates, usual in textile wastewater. It was unnecessary and unattainable on an industrial scale to adjust the pH. Therefore, in the economic and LCA study, we did not take into account the amount of acid on the industrial scale.
The CAS pilot plant was composed of an aerobic reactor (volume 4 L) connected to a decantation tank. The flow rate in the CAS plant was 2 L/d, and the HRT was set to 2 days as the HRT of the current CAS plant of the textile industry.
The MBR used in this study was a pilot plant, composed of an aerobic reactor with a submerged ultrafiltration membrane. A Polyvinylidene fluoride (PVDF) hollow fiber membrane module ZeeWeed-1 (ZW-1) (GE Power & Water, Canada) was used. The membrane characteristics are shown in
Table 2. The aerobic reactor had a working volume of 20 L. The influent was pumped directly from a raw wastewater tank, mixed completely with aeration in the reactor. There was an air inlet in the membrane module to prevent membrane fouling. The period of filtration and backwashing was set at 15 min and 30 s for the laboratory-scale reactor according to previous study with the membrane module [
25].
As mentioned before, the MBBR pilot plant was the same one as in the CAS process. The aerobic reactor was filled with the carriers at a filling ratio of 30% (v/v). The plastic BIOFILL C-2 carriers used in this study were provided by BIO-FIL (Barcelona, Spain). The main specifications and operation characteristics of carriers are shown in
Table 3. MBBR operation was inoculated with aerobic sludge collected from the wastewater treatment plant of the same textile industry. The start-up period lasted 3 weeks so biofilm could grow on the carriers.
In the initial phase, both MBR and MBBR were operated with 2 days of HRT, as was the CAS system. In order to assess a larger treating capacity and efficiency, the flow rate was increased gradually during the experiments. The flow rate in the MBR plant was fixed at 15 L/d and the HRT was 1.3 days, whereas the flow rate in the MBBR plant was 4 L/d and the HRT was fixed at 1 day. In the phase after the flow rates were stable, the concentration of dissolved oxygen (DO) in CAS was 2.1 mg/L, similar to the DO level in the MBBR reactor of 2.2 mg/L. MBR had a lower DO concentration of 1.8 mg/L.
2.2. Economic Analysis
The economic assessment of capital expenditures (CAPEX) and operational expenditures (OPEX) for three treatment schemes is determined in the results section.
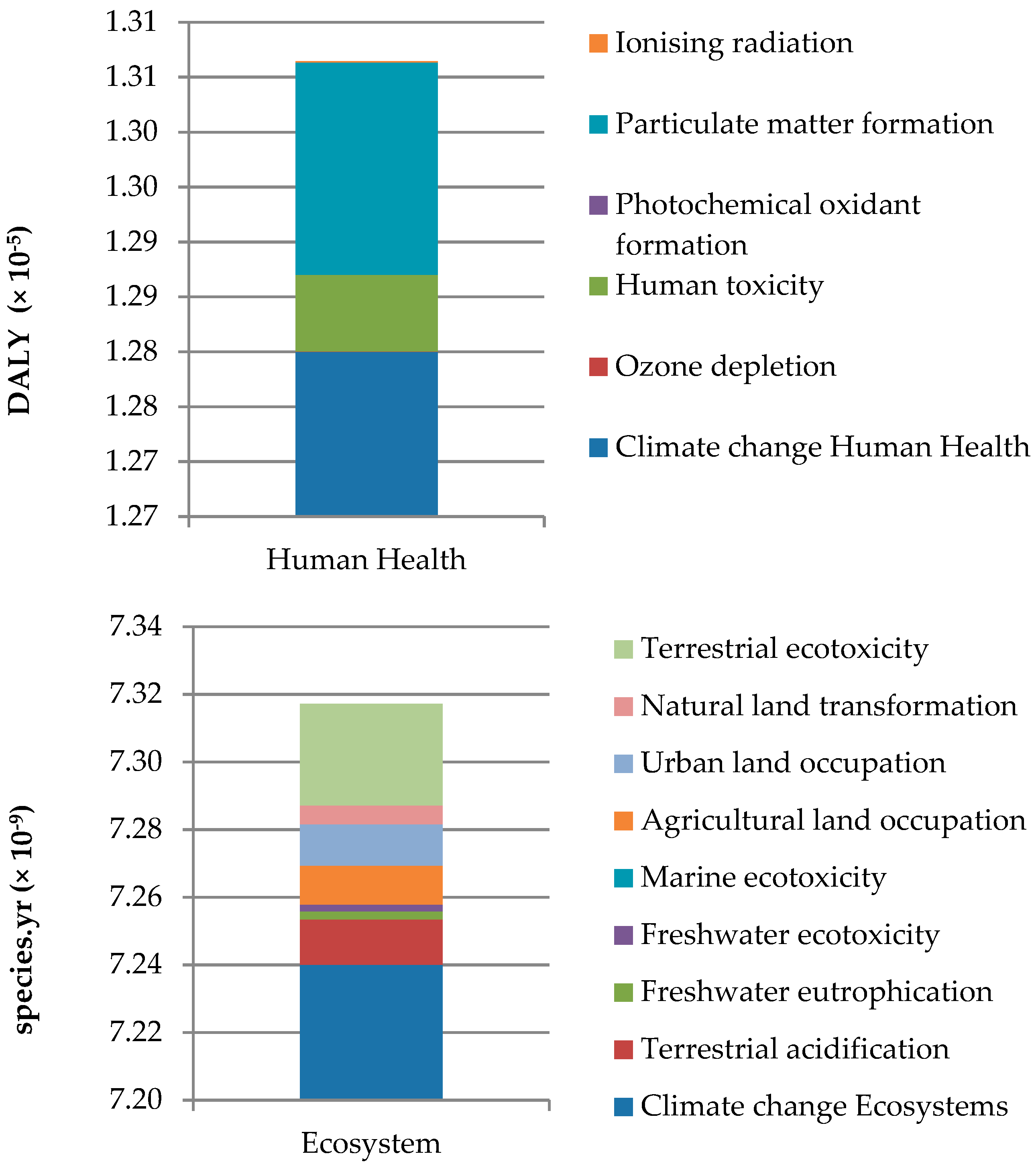
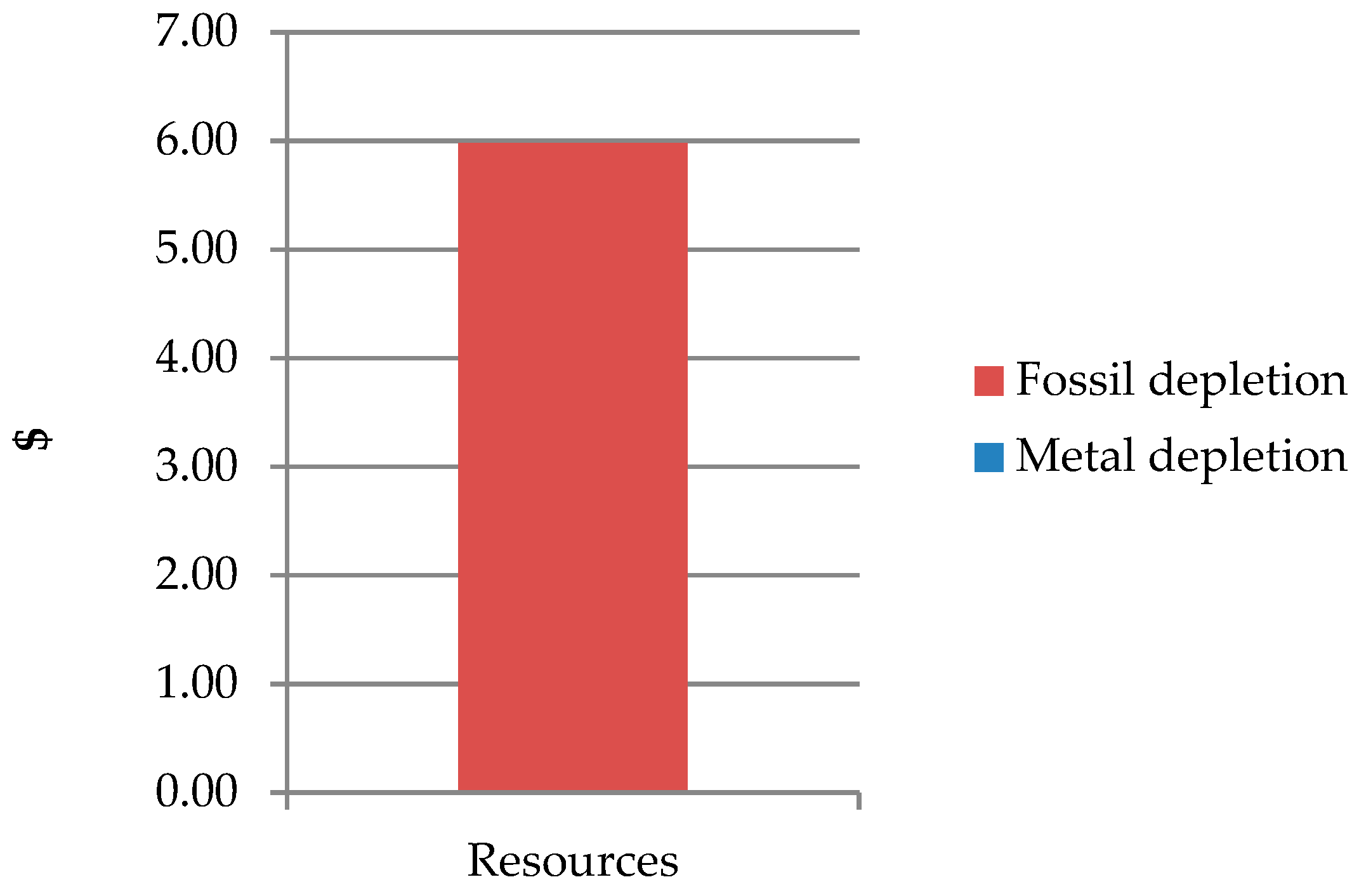
2.3. Environmental Impact Analysis
To compare the environmental impact of three treatment processes, life cycle assessment (LCA) was performed according to standard ISO 14040 [
26]. Simapro was used as the LCA software. The database used was Ecoinvent 3.1. ReCiPe, midpoint and endpoint approach, and Hierarchist perspective were considered as the methodology to calculate environmental impact. The selected functional unit was “1 m
3 of treated effluent”. The data used in this study were taken from the experimental results.
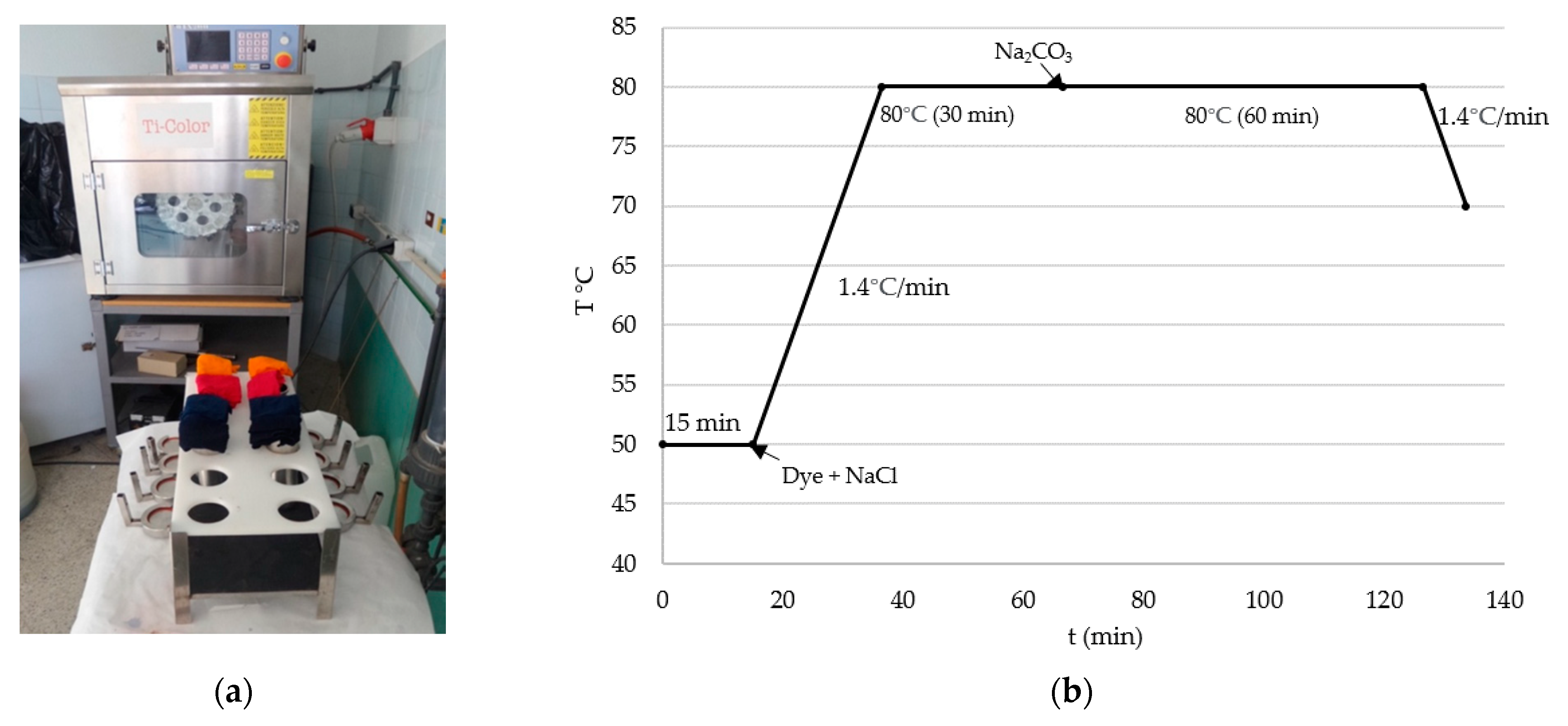
2.4. Dyeing Tests Using Treated Water
The dyeing tests using treated water were performed with a laboratory Ti-Color dyeing machine (Prato, Italy) (
Figure 2a) under the following conditions [
27]: 10 g cotton fabric, dye concentration of 3% o.w.f (overweight of fiber), liquor ratio 1:10 (1 g fiber/0.01 L dye bath). Three commercial reactive dyes supplied by Dystar were used in the water reuse study: Yellow Procion HEXL, Crimson Procion HEXL, and Navy Procion HEXL. Besides the amount of dye, 60 g/L NaCl and 26 g/L Na
2CO
3 were added. The dyeing procedure is shown in
Figure 2b. After the dyeing procedure, nine washing steps were performed with softened tap water to remove the dye that was not fixed onto the fiber. This washing process included nine steps:
1st–3rd: Washing bath with softened tap water at 50 °C for 10 min;
4th: Soaping bath with 2 g/LCOTEMOLL TLTR at 95 °C for 15 min;
5th: Rinsing bath with softened tap water at 50 °C for 10 min;
6th: Soaping bath with 2 g/L COTEMOLL TLTR at 95 °C for 15 min;
7th–9th: Rinsing bath with softened tap water at 50 °C for 10 min.
2.5. Analytical Methods
During this study, the control of the three pilot plants was carried out with analyses by characterizing the water at the entrance, in the bioreactor, and at the exit to determine the working efficiency. COD, TSS, TN, TP, color, pH, conductivity, and turbidity were determined following the Standard Methods 23rd edition [
20].
The quality of dyed fabrics with reused water was determined according to Standard UNE-EN ISO 105-J03 by color differences with respect to reference dyeings performed with softened tap water [
28]. Total color differences (DE
CMC(2:1)) were calculated from lightness (DL*), chroma (DC*), and Hue (DH*) using the following equation:
where S
L, S
C, and S
H were calculated from the chromatic coordinates corresponding to reference dyeings (L
R, C
R, and h
R) as follows:
A spectrophotometer, MINOLTA CM 3600d (Osaka, Japan), was used for these measurements according to Standard illuminant D65/10°.
Generally, the color difference of one unit (DECMC (2:1) ≤ 1) is the acceptable limit in the textile industry.
4. Conclusions
After carrying out the comparative study in three pilot plants with CAS, MBR, and MBBR technologies, MBBR showed that it was a better alternative than CAS, with a comparable COD removal rate to CAS and a more efficient color reduction, while the treating capacity was doubled. Although the MBR was the most efficient technology for organic compounds and color removal, the economic and LCA study suggested that MBBR is a more attractive option for textile wastewater treatment at an industrial-scale plant. MBBR had the same OPEX as MBR, both lower than that of the CAS system, but MBBR had lower investment costs and lower CAPEX, which was 68% less than the CAPEX of MBR. MBBR also largely reduced the environmental impacts on different categories with respect to CAS and MBR processes in general. MBBR reduces the environmental impact as compared with the AS, since it reduced the consumption of electricity and decolorizing agent with respect to AS. MBR had a higher electrical consumption but avoided the consumption of decolorizing agent.
Finally, new dyes made with treated water from MBBR met the quality standard for the textile industry (DECMC(2:1) ≤ 1). The presence of organic matter residues, suspended solids, and residual dyes in the effluent of MBBR did not affect the dyeing quality. Reuse of wastewater up to 100% is very promising in the textile industry as it is a considerable water-consuming industry worldwide.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}