Electrocoagulation: A Promising Method to Treat and Reuse Mineral Processing Wastewater with High COD


1
School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
2
Key Laboratory of Hunan Province for Clean and Efficient Utilization of Strategic Calcium-Containing Mineral Resources, Central South University, Changsha 410083, China
3
Department of Chemical Engineering, Michigan Technological University, Houghton, MI 49931, USA
*
Author to whom correspondence should be addressed.
Water 2020, 12(2), 595; https://doi.org/10.3390/w12020595
Submission received: 23 January 2020
/
Revised: 14 February 2020
/
Accepted: 18 February 2020
/
Published: 21 February 2020
(This article belongs to the Special Issue Wastewater Treatment, Valorization and Reuse)
Abstract
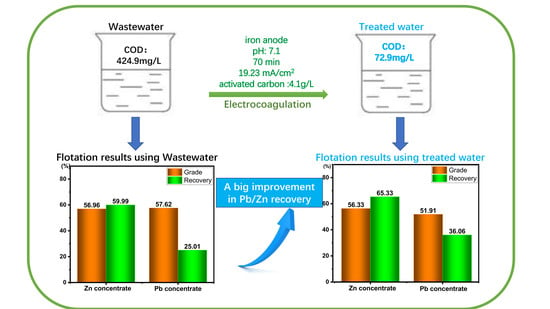
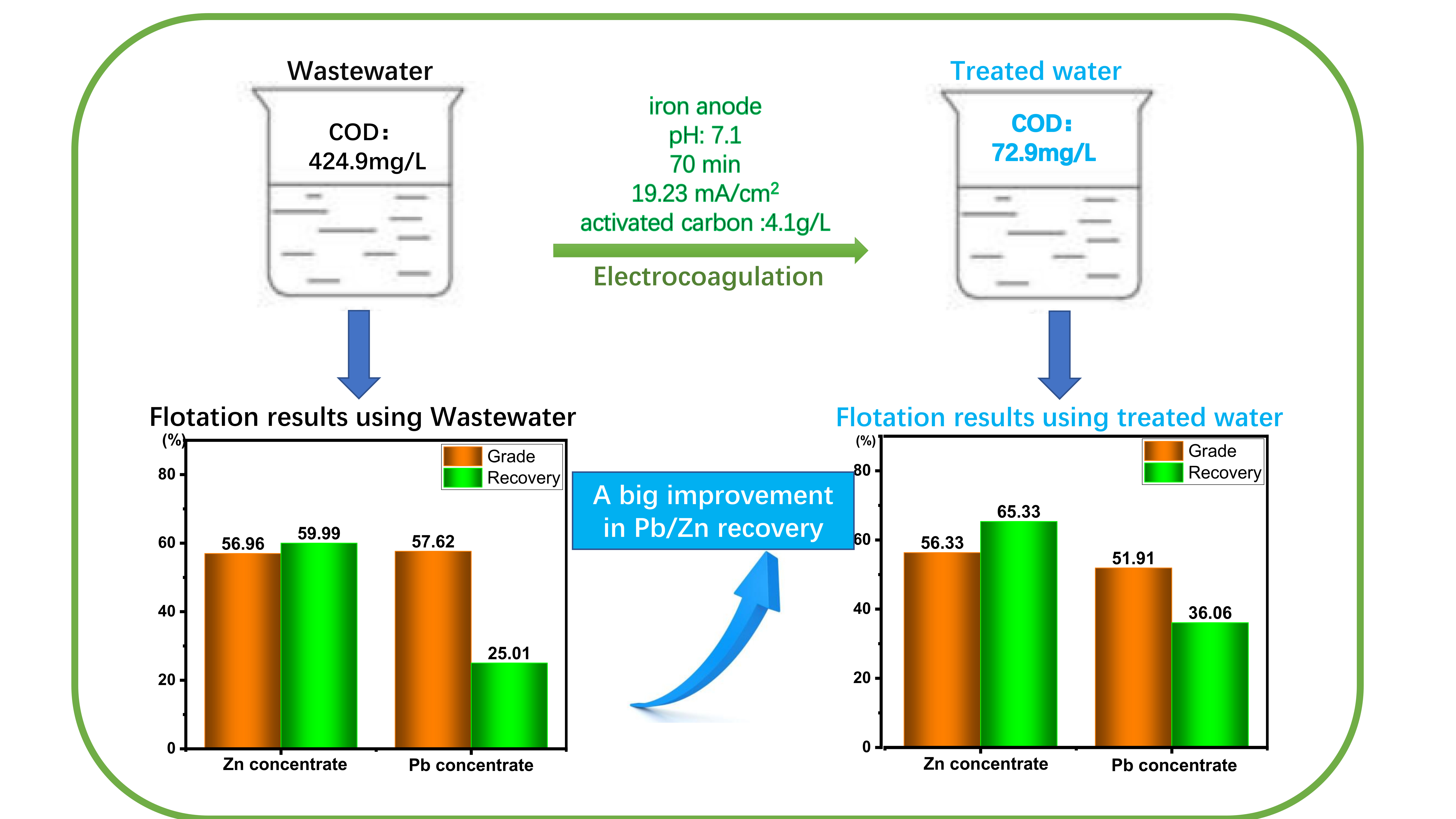
:Mineral processing wastewater contains large amounts of reagents which can lead to severe environmental problems, such as high chemical oxygen demand (COD). Inspired by the wastewater treatment in such industries as those of textiles, food, and petrochemistry, in the present work, electrocoagulation (EC) is applied for the first time to explore its feasibility in the treatment of wastewater with an initial COD of 424.29 mg/L from a Pb/Zn sulfide mineral flotation plant and its effect on water reuse. Typical parameters, such as anode materials, current density, initial pH, and additives, were characterized to evaluate the performance of the EC method. The results showed that, under optimal conditions, i.e., iron anode, pH 7.1, electrolysis time 70 min, 19.23 mA/cm2 current density, and 4.1 g/L activated carbon, the initial COD can be reduced to 72.9 mg/L, corresponding to a removal rate of 82.8%. In addition, compared with the untreated wastewater, EC-treated wastewater was found to benefit the recovery of galena and sphalerite, with galena recovery increasing from 25.01% to 36.06% and sphalerite recovery increasing from 59.99% to 65.33%. This study confirmed that EC is a promising method for the treatment and reuse of high-COD-containing wastewater in the mining industry, and it possesses great potential for wide industrial applications.
1. Introduction
Wastewater from mineral processing remains a headache for the mining industry not only because of its large volume, but more importantly, its hazardous components. Among the complicated residual reagents, the organic reagents receive the most attention due to their high chemical oxygen demand (COD) levels. Direct discharge of wastewater causes serious environmental pollution, while its reuse as feed water without proper treatments causes great harm to the recovery and grade of valuable minerals [1]. To solve this problem, techniques for wastewater treatment have been intensively developed in the mining industry, such as natural settling, flocculating setting, chemical oxidation, adsorption, and biodegradation to remove COD [2]. However, these techniques possess such disadvantages as inefficiency in COD removal, extreme operating conditions, high operation cost, huge instrument investment, etc. It is worth noting that coagulation–flocculation, the most common technique in beneficiation plants because of its economy, usually has a relative low COD removal rate of only 35% [3].
Electrocoagulation (EC) has become widely used as a wastewater treatment technology in the past decade and has exhibited a satisfactory removal of COD in diverse fields, such as in textiles [4], the food industry [5], dairying [6], brackish water [7], and potable water [8]. Its advantages include easy operation, small area occupation, and a high degree of automation. In the process of EC, iron or aluminum is usually adopted as the anode material, and each one can lead to a series of similar redox reactions. Taking the iron electrode as an example, simplified reactions occurring in acidic and alkaline solutions can be described as follows [9]:
Under acidic conditions:
Under alkaline conditions:
As shown in above equations, the iron anode is used to generate ions in the aqueous medium. The generated iron ions are then immediately hydrolyzed to form Fe(OH)3, monomeric ions, and polymeric hydroxy complexes such as Fe(H2O)63+, Fe(H2O)4(OH)2+, Fe2(H2O)6(OH)44+, Fe2(H2O)8(OH)24+, and Fe(H2O)5(OH)2+, depending on the solution pH [10]. These hydroxides and polyhydroxides are excellent adsorbents for counter ions and organic pollutants. In some cases, they can even form complexes with some of the organics [11]. Pollutants in the wastewater can be treated by physical and chemical attachment to hydroxides or chemical reactions [12]. After the EC treatment, separation of precipitation from the liquid is traditionally achieved via a filter process. Then, the filtered and separated sludge is usually treated using the incineration and landfill treatments [13].
In this paper, EC treatment of sulfide mineral flotation wastewater was applied for the first time, and the effects of different parameters like anode materials, current density, initial pH, electrolysis time, and additives on COD removal rate were investigated. The treated water was then recycled as feed water in the sulfide ore flotation. For comparison, untreated wastewater and fresh water were used to assess the effects of EC-treated water on the grade and recovery of galena and sphalerite.
2. Materials and Methods
2.1. Samples, Reagents, and Analytical Methods
Samples of mineral processing wastewater and actual ores were all from a Pb-Zn beneficiation plant located in Southern China. The plant had three different types of wastewater, namely Pb-Zn flotation wastewater, pyrite concentrate wastewater, and pyrite tailing wastewater, accounting for 70%, 14%, and 16% of the total amount, respectively. In this study, three different types of wastewater samples were mixed at the above ratio to obtain the mixed wastewater samples. The pH and COD values of each wastewater are shown in Table 1.
The H2O2 (30% pure), H2SO4, HCl, and NaOH used in the EC experiments were all of analytical grades. The granular activated carbon (GAC) was made from a coconut shell.
The pH of the solution was measured by a pH meter (Leici, Shanghai, China). The COD values of the wastewater were analyzed by fast digestion–spectrophotometric method (HJ/T 399-2007).
The chemical compositions of the actual ore samples were relatively simple. SiO2 and CaO were the main non-metallic ingredients [14]. The lead and zinc grades in the samples took up 4.17% and 7.18% of the total, respectively. The major metallic minerals were galena, sphalerite, and pyrite. Actual ore samples were crushed to below 3 mm using a stainless-steel hammer and then ground in a conical ball mill. The ground products were used as feed samples for flotation tests.
Diethyldithiocarbamate (95% purity) and sodium n-butylxanthate (92% purity) were purchased from Aladdin Industrial, Shanghai, China. The CaO (analytically pure) and CuSO4 (analytically pure) used in this study were provided by Kermel Company, Tianjin, China. Terpenic oil (chemically pure) was obtained from Haoshen Chemical Reagent, Shanghai, China.
2.2. EC Experiments
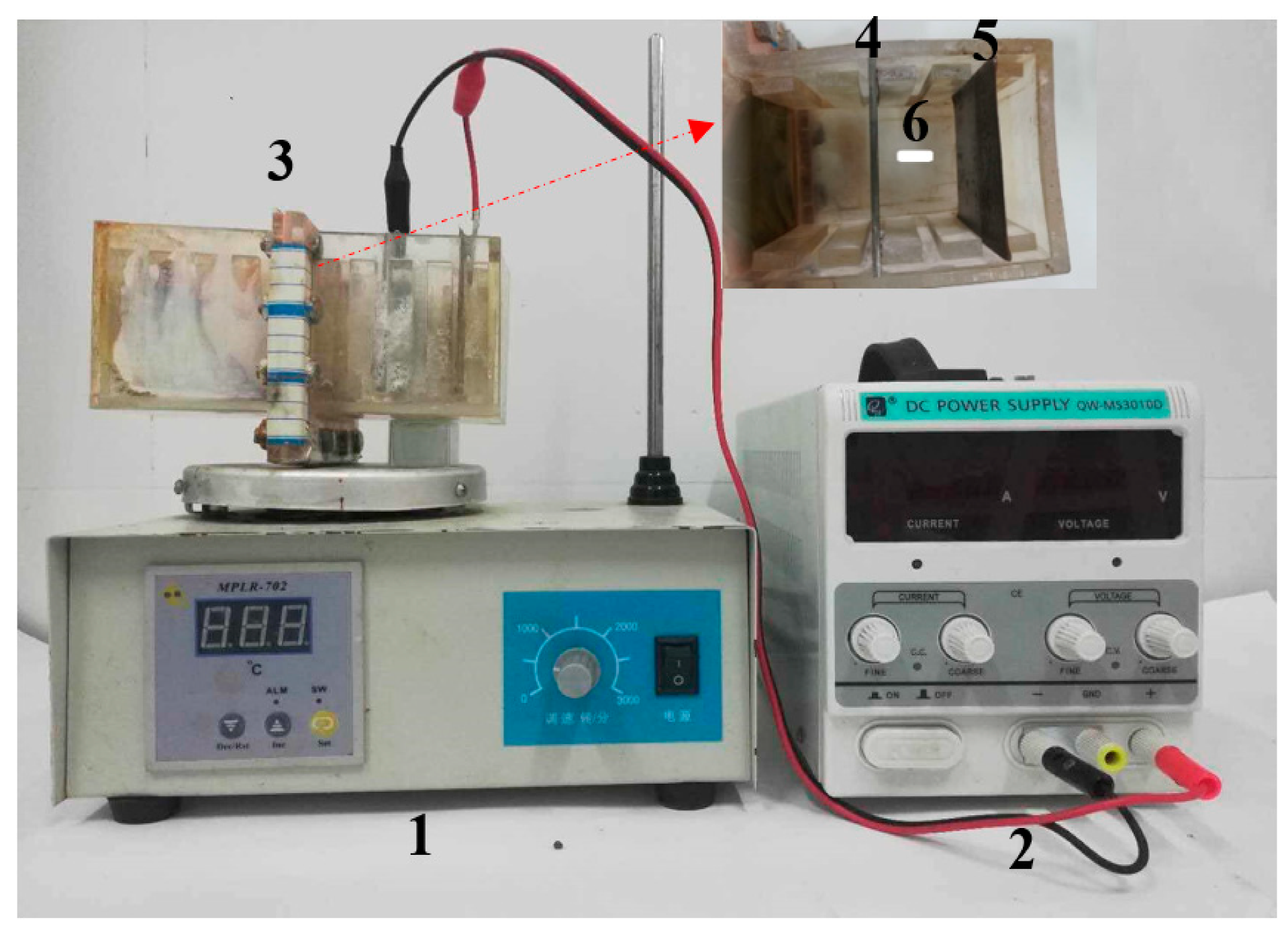
The EC set-up used in this study is shown in Figure 1. The total volume of the electrolytic cell was 250 mL, and the experiments were carried out by treating 200 mL wastewater samples for each run at room temperature. Two pairs of plates (length = 6.5 cm; width = 5.6 cm; thickness = 0.2 cm) were placed on the electrolytic cell in parallel. The anode and cathode plates were connected to the positive and negative ports of the QW-MS3010D DC power supply (0–5 A, 0–80 V), with constant load current. NaOH and H2SO4 solutions were used to adjust the pH. At the end of the experiment, water was transferred to beakers for two hours of settling, and then the COD value of the supernatant was measured. Finally, the sludge produced by the EC was filtered, dried, and weighed.
The COD removal rate was employed to evaluate the electrocoagulation efficiency, which is calculated according to the following Equation (6).
where R represents the removal rate of COD (%), COD0 represents the initial COD value of the wastewater before electrocoagulation (mg/L), and COD1 represents the COD value of the wastewater after electrocoagulation (mg/L).
2.3. Flotation Experiments
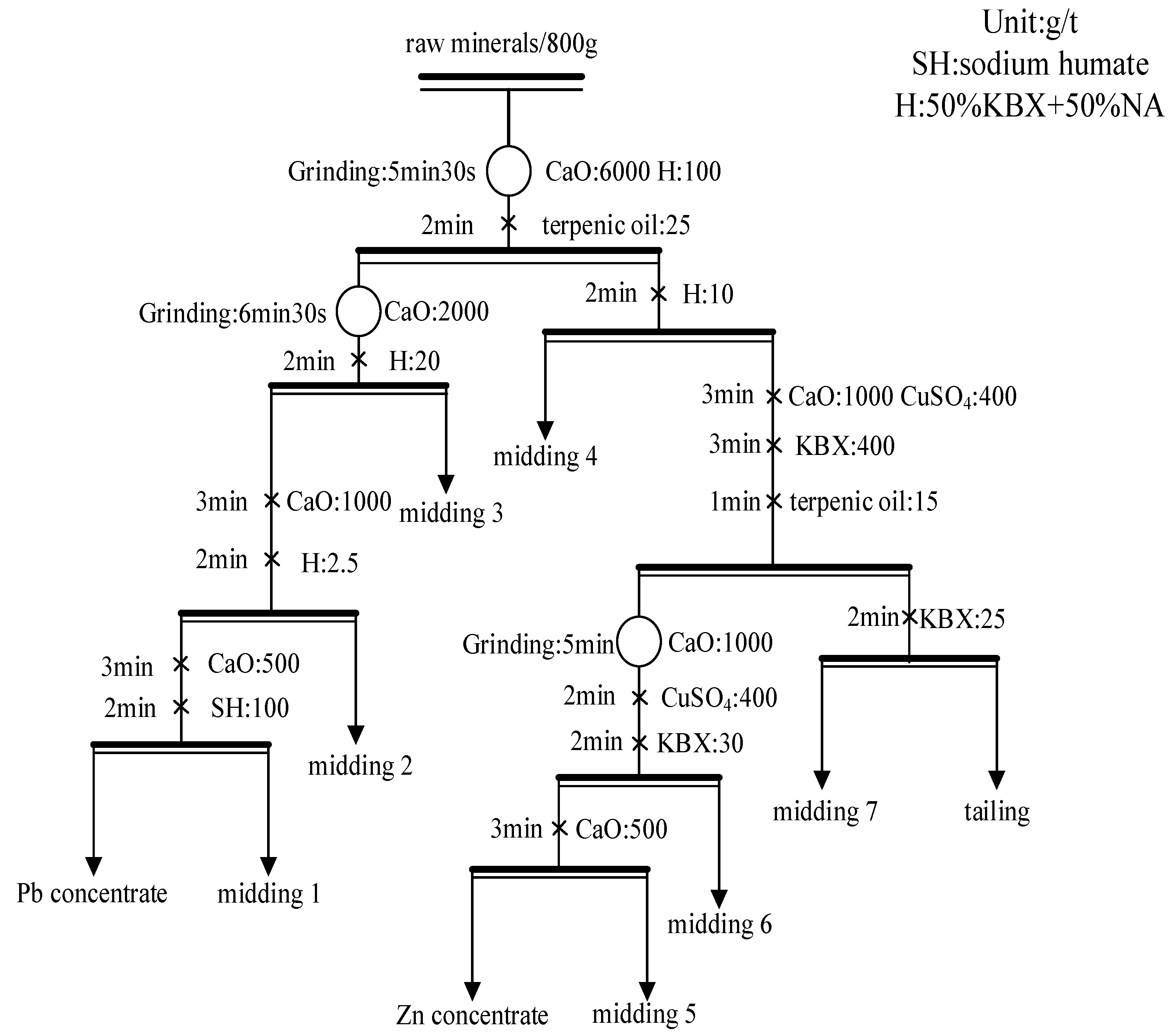
Fresh water, wastewater, and treated water were then used for flotation at room temperature. The whole process can be divided into two stages: Galena flotation followed by sphalerite flotation. For each flotation experiment, an 800 g ore sample was ground by a conical ball mill to obtain a product of 85 wt.% passing 74 μm. After grinding, the ore pulp was transferred to the galena flotation stage, including single-stage roughing, three-stage cleaning, and single-stage scavenging. The tailing of galena flotation was used later for sphalerite flotation, where single-stage roughing, two-stage cleaning, and single-stage scavenging were adopted. In both flotation stages, the concentrates of roughing were reground to 80 wt.% passing 44 μm in a Φ150 × 100 conical mill. According to the existing process of the beneficiation plant, sequential addition of regulator, collector, and frother to the flotation cell were carried out, as shown in Figure 2. After flotation, the products were dried, weighed, and assayed, and then the recovery was calculated on the basis of the mass and metal balance, as shown in Equation (7).
where ε is the recovery of product, γi is the yield, and βi is the grade.
3. Results and Discussion
3.1. Effect of EC Parameters on COD Removal Rate of Mixed Wastewater
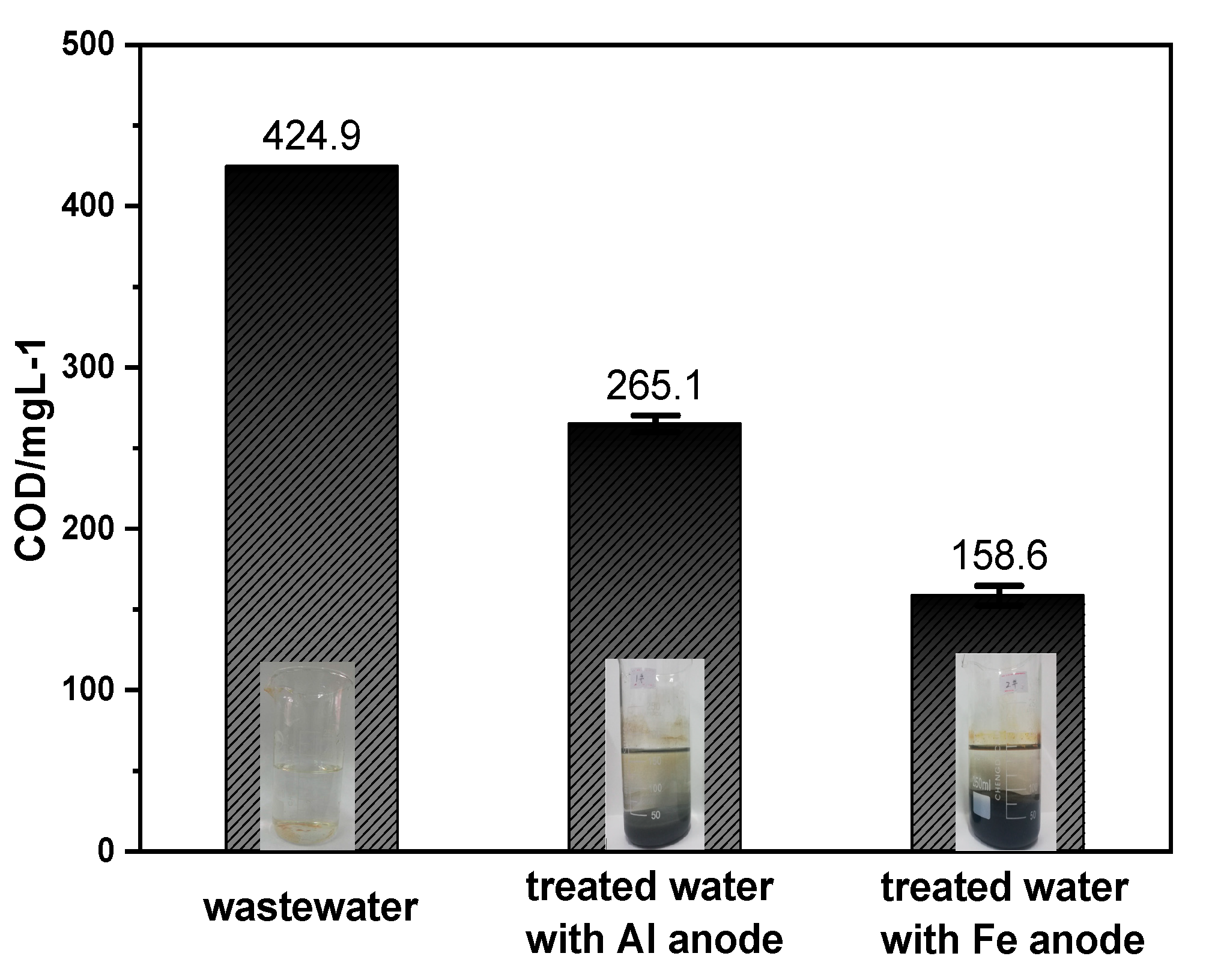
Unlike anode materials, cathode materials do not have a significant effect on EC efficiency except in electro-Fenton processes [15]. We have learned that stainless steel is the most widely-used cathode material in industry, considering its economy and durability [16]. In addition, the distance between the anode and cathode is suggested to be 1~2 cm, according to previous publications and industrial experience [17]. After verification, 2 cm was the optimal distance to be adopted in our following experiments. As the anode material is a prime consideration for EC technique [18], iron and aluminum plates were used as anode materials in this study. The results of COD removal efficiency with the two anode materials are shown in Figure 3. When using an iron electrode, the COD value decreases from 424.9 to 158.6 mg/L, which is equivalent to a removal rate of 62.7%. However, when an aluminum anode is used, the COD value is reduced to 265.1 mg/L, corresponding to a removal rate of 37.7%. The results indicate that in this study, Fe performs better as the anode material of the EC process. Therefore, an Fe anode was adopted in the subsequent experiments.
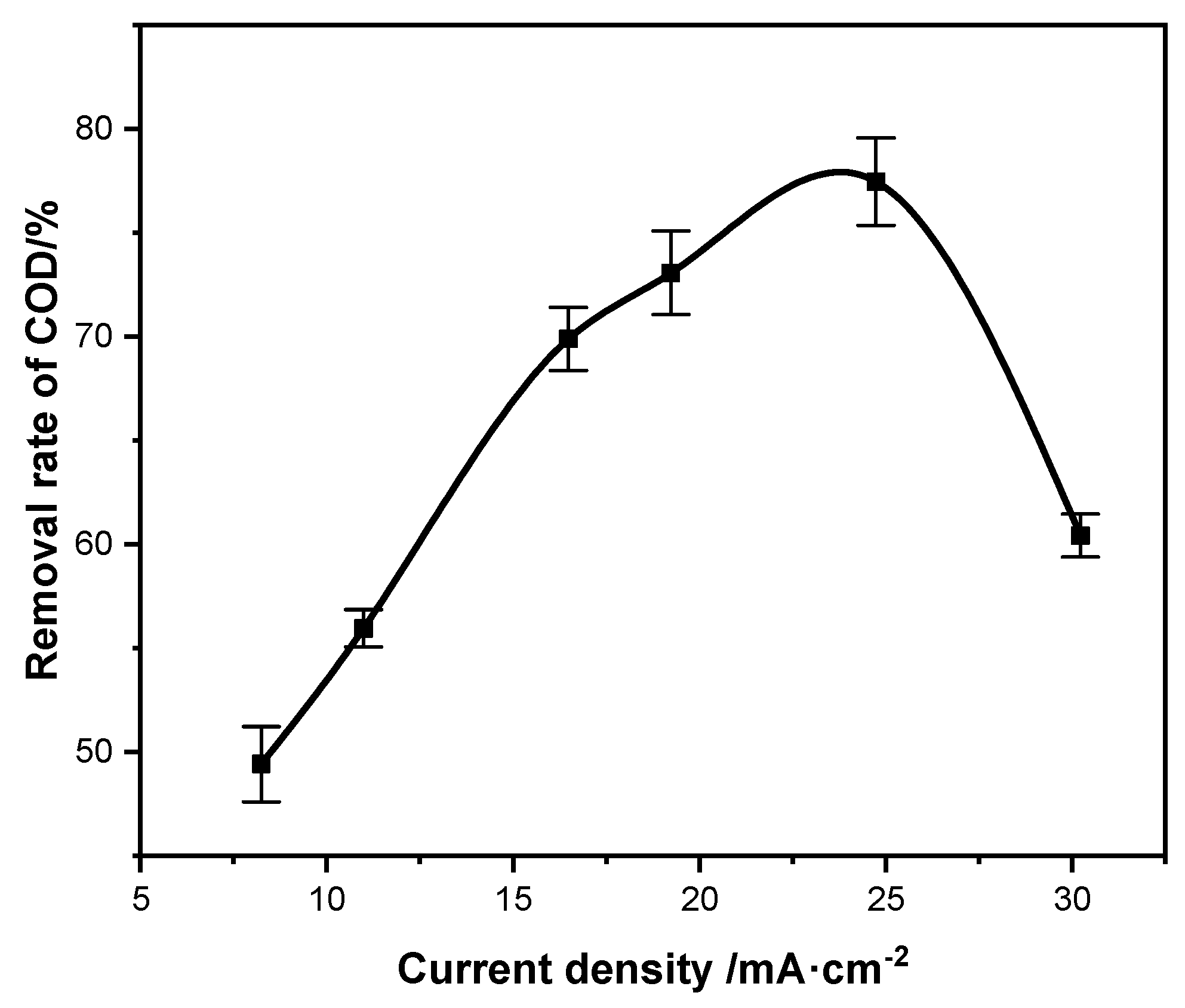
Current density is another important parameter that determines the amount of coagulant produced in the reactor [19]. It has a significant effect on the EC efficiency and electricity consumption. The experimental results are summarized in Figure 4. Figure 4 shows that COD removal rate first increases and then declines with the increase of current density. COD removal rate increases from 49.41% to 77.46% as the current density rises to 24.73 mA/cm2. Then, it decreases to 60.42% as the current density continues to increase to 30.22 mA/cm2. The current density is related to the amount of dissolved iron ions and the formation of Fe(OH)3, which determines the COD removal efficiency [20]. It can also affect the cell voltage through various overpotentials, which may be conducive to the removal efficiency of the COD. If the current density is relatively low, the lack of coagulant may restrict the removal efficiency. Therefore, the curve presents an upward trend at an early stage. However, when the current density continues to increase to 32.22 mA/cm2, the temperature of treated wastewater increases significantly. High temperature causes the instability of coagulation, which can lead to a low EC efficiency. Furthermore, energy consumption grows gradually with the increase of current density [21]. Taking both the COD removal rate and electricity consumption into account, 19.23 mA/cm2 was used as the current density for subsequent experiments.
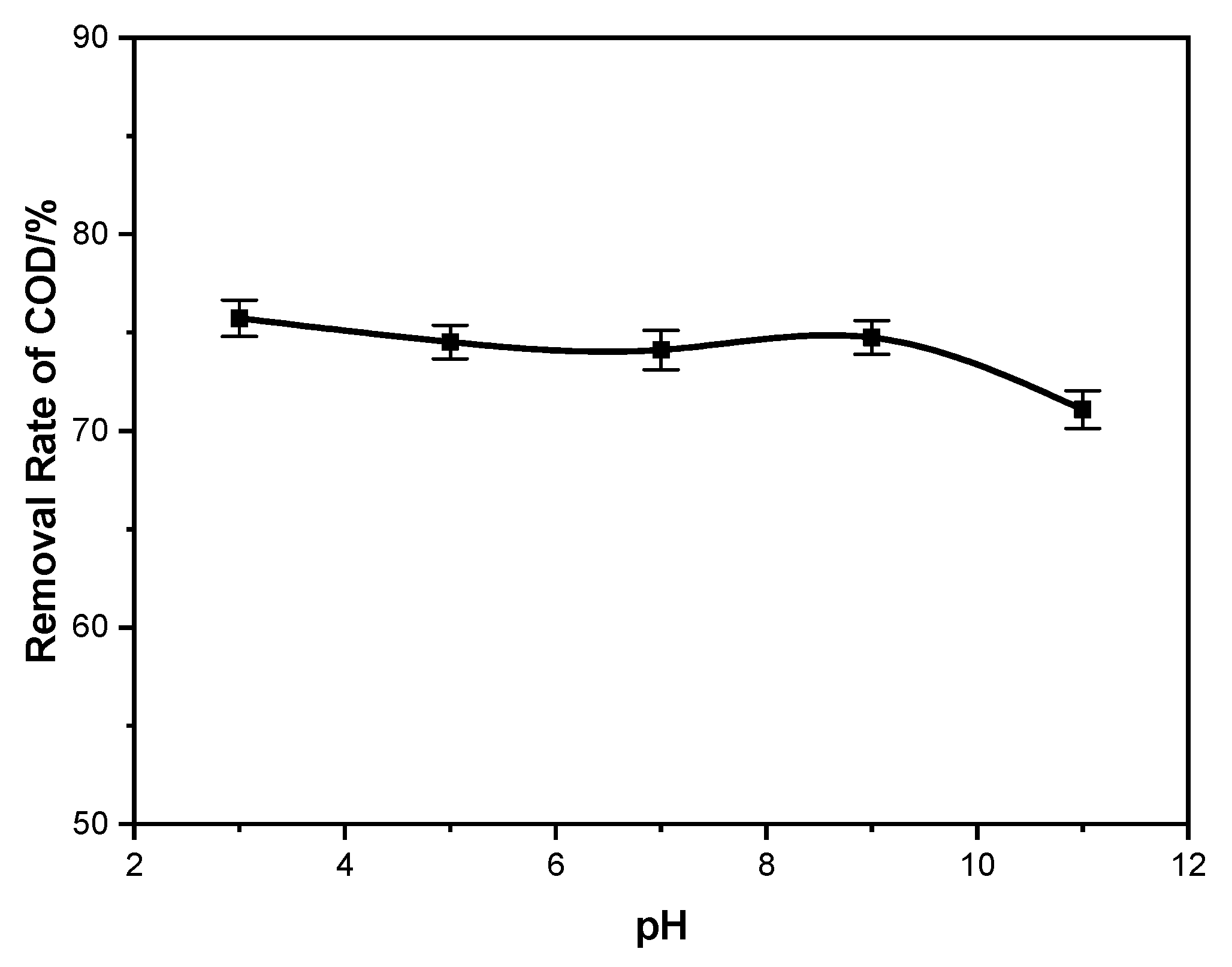
To evaluate the effect of the initial pH, the wastewater samples were adjusted to a preset pH value using sodium hydroxide or sulfuric acid. The effects of initial pH value on COD removal rate are shown in Figure 5. The results show that the COD removal rate in the EC process remains around 75.0% in a wide pH value range from 3 to 9. However, when the initial pH increases to 11, the removal efficiency presents a downward trend with a corresponding removal rate of 71.08%; this is probably because of the formation of soluble Fe(OH)−4, which is not conducive to the floc formation. On the contrary, at a neutral or acidic pH, higher removal rates occur as most of the iron complexes are formed. Hence, subsequent experiments were carried out under neutral pH conditions. pH 7.1 was employed in the following experiments.
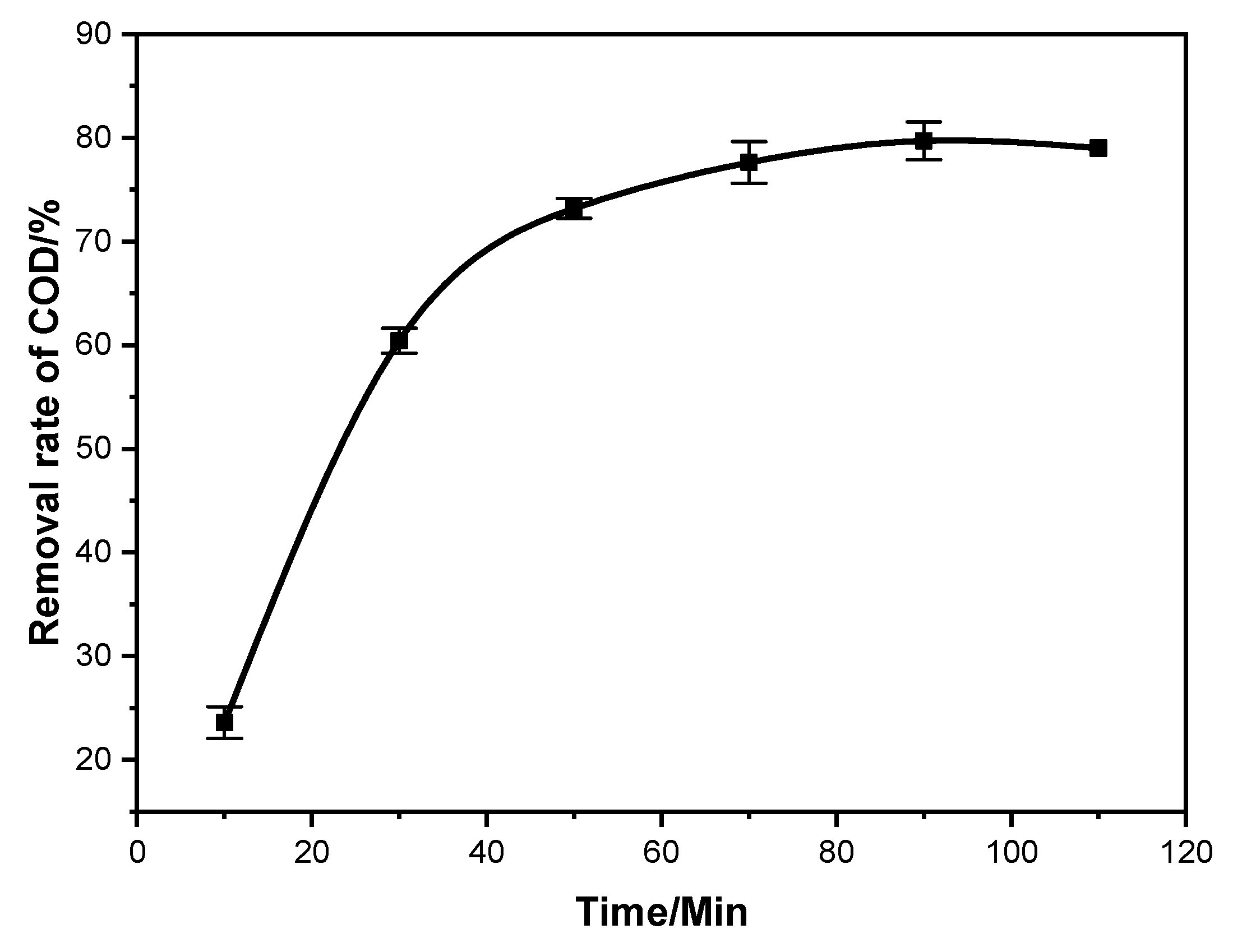
Electrolysis time is another important parameter affecting COD removal efficiency [22]. The results of the effect of electrolysis time on the COD removal rate are provided in Figure 6. Figure 6 shows that the COD removal rate increases rapidly in the initial phase, which is due to the increase of coagulant; yet, the growth trend of the COD removal rate gradually slows down with the extension of electrolysis time. When electrolysis time increases to 70 min, the COD removal rate reaches a plateau at 77.62% because the adsorption of organic pollutants reaches an equilibrium state. The electrolysis time of subsequent experiments was set to be 70 min.
3.2. Effect of Additives on COD Removal Rate of Mixed Wastewater
Under the same current density, an increase of supporting electrolyte concentration can lead to a decrease of the interelectrode resistance and thus reduce energy consumption. Ghernaout reported that the addition of a supporting electrolyte can also affect the removal rate of COD [23]. Hence, the effect of supporting electrolyte concentration on EC efficiency was further studied in this study, and Na2SO4 was chosen as the supporting electrolyte because of its low cost. The Na2SO4 concentration of 1.0, 1.1, 1.2, and 1.3 g/L corresponded to the current densities of 8.24, 13.74, 19.23, and 24.73 mA/cm2, respectively. The results of the effect of Na2SO4 addition on the COD removal rate are shown in Figure 7. The removal rates with the addition of Na2SO4 are much lower than those without Na2SO4. No positive effect on COD removal efficiency is observed by the addition of Na2SO4, which is consistent with previous reports [24]. The low removal efficiency can be attributed to the increase of the passivation layer caused by the addition of Na2SO4 [25].
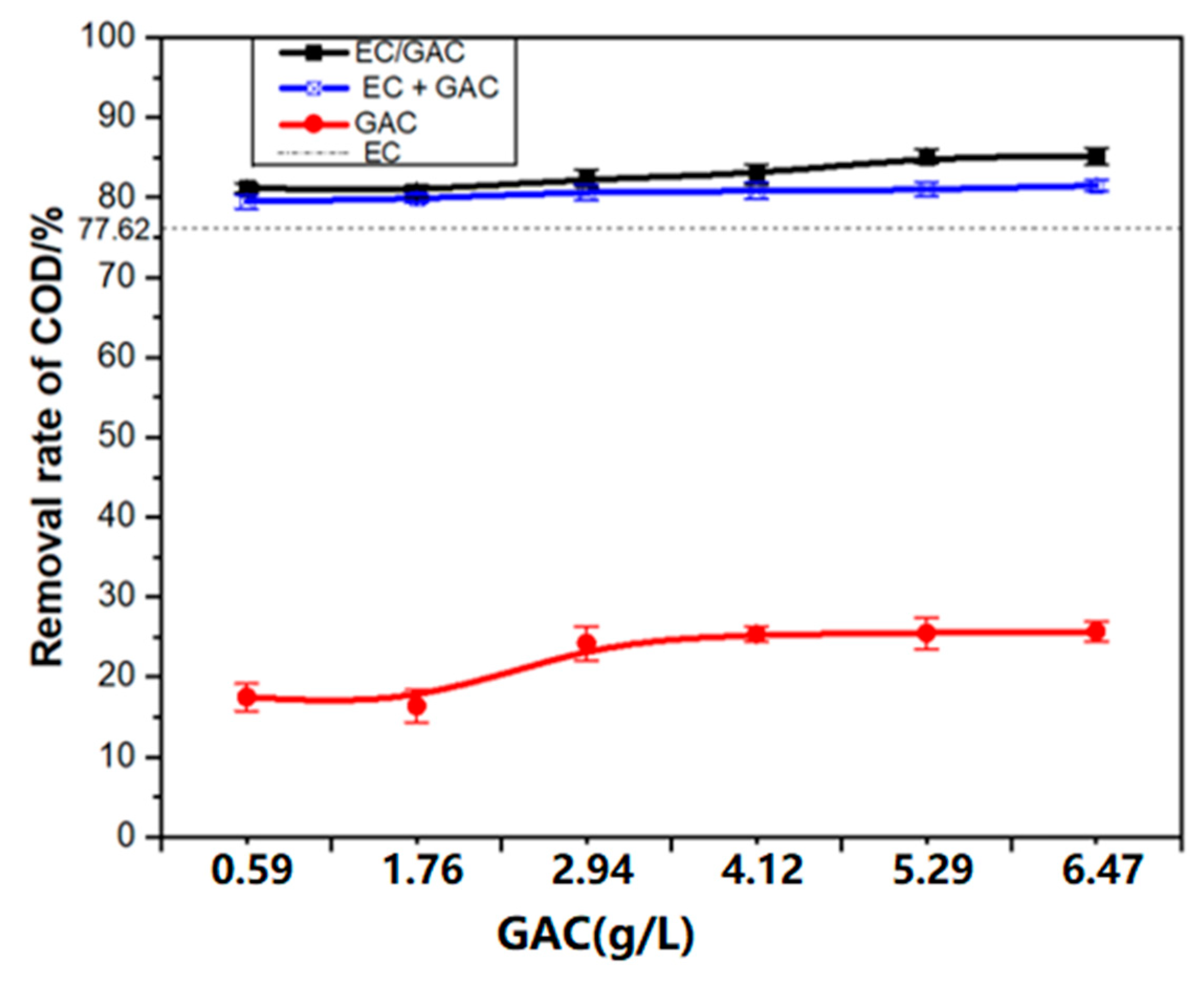
Activated carbon is widely used to adsorb organic compounds in wastewater [26]. In order to study the effect of activated carbon on the COD removal efficiency with EC, wastewater samples were treated by GAC adsorption, EC/GAC adsorption (EC plus GAC in one reactor), and EC + GAC adsorption (EC followed by GAC in different reactors) process, and their results are summarized in Figure 8.
The Figure 8 shows that the COD removal rate using GAC alone is low (only 25.7%) when the GAC dosage reaches 6.47 g/L, indicating that GAC adsorption has little effect on the residual reagents in mineral processing wastewater. When wastewater is treated by the EC process alone, the COD removal rate is 77.62%. Compared with EC or GAC alone, both the EC/GAC and EC + GAC processes can improve COD removal. However, it is worth noting that the COD removal rate of EC/GAC is higher than that of EC + GAC. At a dosage of 2.94 g/L GAC, the COD decreases from 424.9 to 74.9 and 83.3 mg/L, corresponding to removal rates of 82.37% for EC/GAC and 80.4% for EC/GAC, respectively. Therefore, the EC/GAC process was adopted in the subsequent experiments.
It can be concluded that the adsorption of GAC alone cannot be used as an effective treatment method for sulfide mineral flotation wastewater. In the EC/GAC system, GAC acts as a moving particle electrode to accelerate electron transfer rate and hence improve the processing efficiency [27,28]. The main reason is that it is essentially a three-dimensional electrochemical process which is not stable [29].
The sludge produced is around 5.8 kg/m3 of wastewater under the optimal processing conditions. It can be considered as a valuable resource because of its high Fe content of about 45.5%. Further research on the sludge recycling utilization will soon be reported separately.
Furthermore, the effect of H2O2 concentration on EC efficiency was studied, and the results can be seen in the Supplementary Materials (Figure S1 and Figure S2).
3.3. Effect of EC Treatment on COD Removal Rate of Different Types of Wastewater
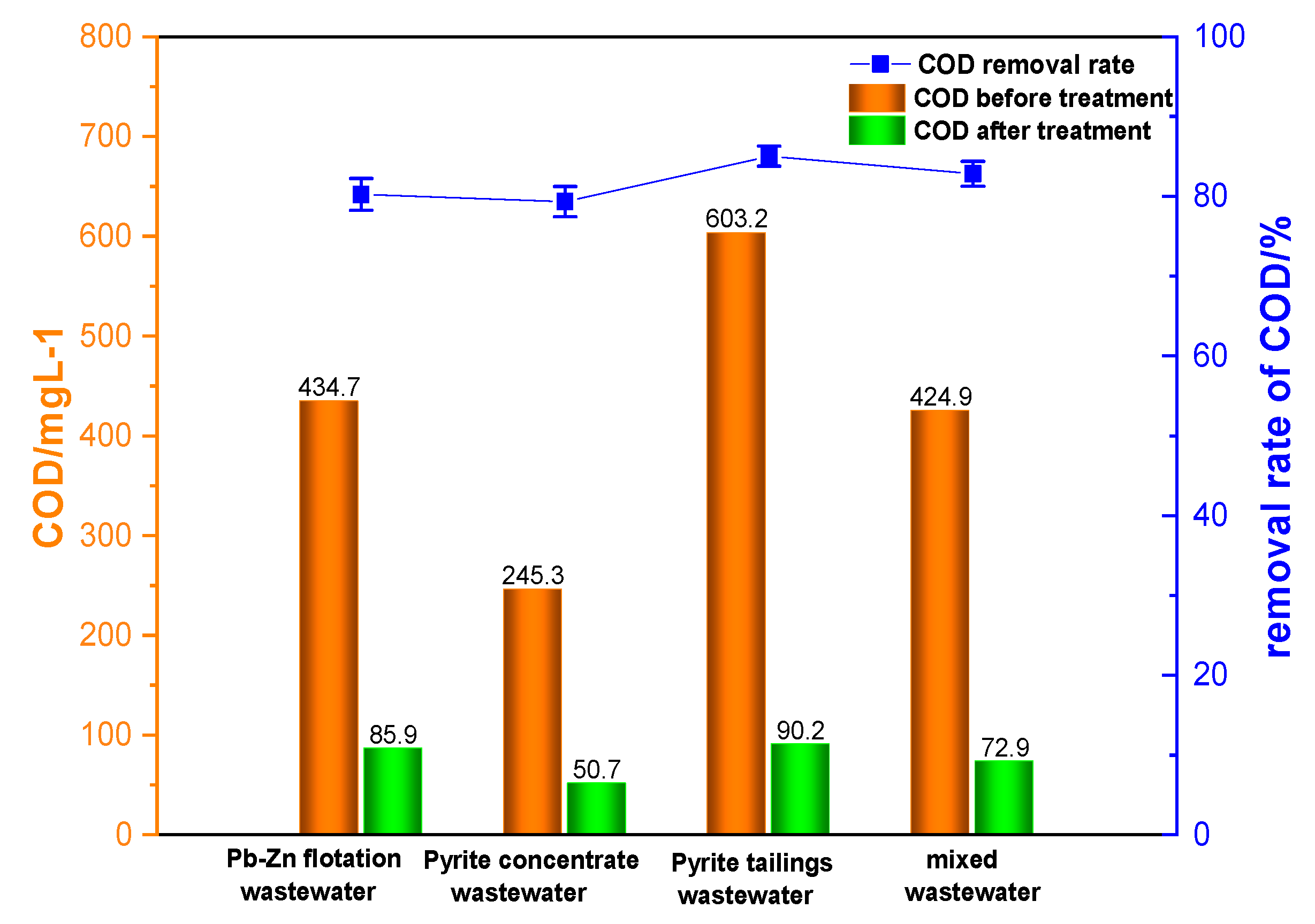
Through the above experiments, the optimum treatment conditions of mixed wastewater were obtained (iron anode, pH 7.1, 70 min electrolysis time, 19.23 mA/cm2 current density, and 4.1 g/L activated carbon). Under these optimum conditions, Pb-Zn flotation wastewater, pyrite concentrate wastewater, pyrite tailing wastewater, and mixed wastewater were treated, respectively. The results are shown in Figure 9.
The COD removal rates for the above four types of wastewaters are 80.24%, 79.33%, 85.05%, and 82.84%, respectively. The results indicate that the higher the COD value of wastewater is, the better efficiency the corresponding EC experiment obtains. The pyrite tailing wastewater with the highest COD value has the highest COD removal rate, followed by mixed wastewater, Pb-Zn flotation wastewater, and pyrite concentrate wastewater.
3.4. Effect of Water Type on the Grade and Recovery of Pb/Zn Sulfide Mineral Flotation
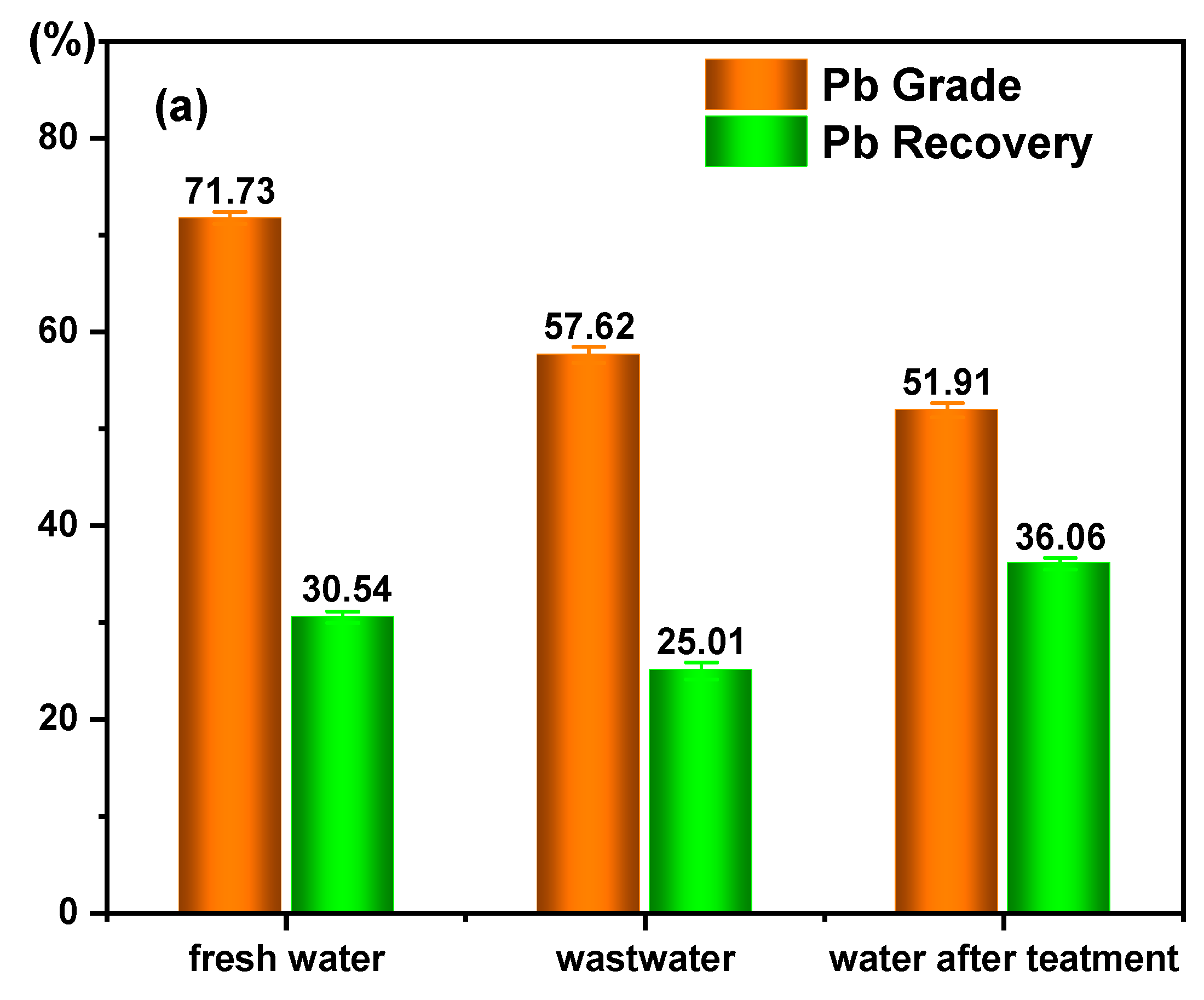
The above experimental results confirmed that EC is an effective technique for COD removal of the sulfide mineral flotation wastewater. To further investigate the possibility of reusing the EC-treated water as the feed water, flotation experiments were carried out, and their results are shown in Tables S1–S3, respectively. The comparison of the Pb/Zn grades and recovery rates using different types of water during flotation is presented in Figure 10.
The Pb recovery using different types of water obeys the following order: Treated water (36.06%) > fresh water (30.54%) > wastewater (25.01%), whereas the order of Pb grades is: Fresh water (71.73%) > wastewater (57.62%) > treated water (51.91%). The experimental results indicate that flotation using treated water can significantly improve the Pb recovery, while the Pb grade is reduced.
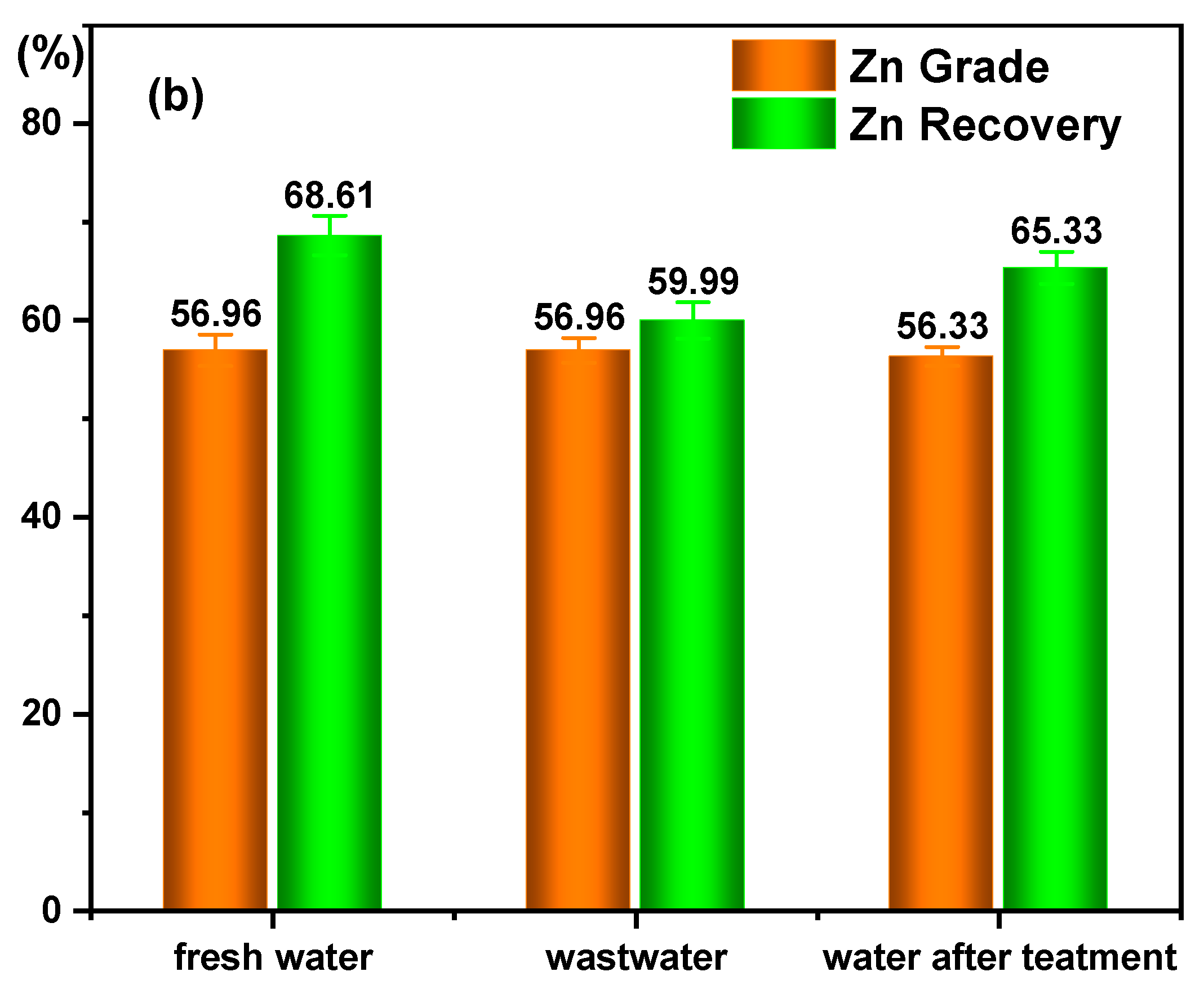
In terms of Zn concentrate, a similar Zn grade is obtained with different types of waters (around 56%). The Zn recovery obeys the following order: Fresh water (68.61%) > treated water (65.33%) > wastewater (59.99%). Compared with the untreated wastewater, EC-treated water is more conducive for the increase of Zn recovery without affecting the Zn grade.
4. Conclusions
This study provides the latest evidence that EC is a promising method for treating and recycling mineral processing wastewater. Different factors were investigated to obtain optimal experimental conditions, i.e., iron anode, pH 7.1, 19.23 mA/cm2 current density, 70 min electrolysis time, and 4.1 g/L activated carbon. Under the optimal conditions, the COD of the mixed wastewater decreases from 424.9 to 72.9 mg/L. The addition of a supporting electrolyte like Na2SO4 can be harmful to the removal of COD. The COD removal rate of wastewater with the highest COD value is highest. Moreover, flotation results show that the recoveries of both Pb and Zn using EC-treated water are higher than those of directly using wastewater or fresh water. The results imply that the EC technique can provide a new direction for recycling mineral processing wastewater. This study provides novel insights into dealing with wastewater in the mining industry, and is meaningful in both environmental and economical ways.
Supplementary Materials
The following are available online at https://www.mdpi.com/2073-4441/12/2/595/s1: Figure S1: Variation of COD removal rate with dosage of H2O2 (Anode material: Fe, Cathode material: Stainless steel, Current density: 19.23 mA/cm2, pH: 3.0, Electrolysis time: 70 min), Figure S2: Effect of H2O2 on the boundary between mud and water, Table S1: Flotation tests results with fresh water, Table S2: Flotation tests results with mixed wastewater, Table S3: Flotation tests results with treated water.
Author Contributions
Conceptualization, Z.G. and W.S.; methodology, W.S.; formal analysis, Z.G.; investigation, G.J.; data curation, G.J. and S.R.; writing—original draft preparation, G.J.; writing—review and editing, Y.G.; supervision, Z.G.; project administration, W.S.; funding acquisition, Z.G. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge financial support from the National Natural Science Foundation of China (51634009, 51774328, and 51404300), the Young Elite Scientists Sponsorship Program by CAST (2017QNRC001), the Young Elite Scientists Sponsorship Program by Hunan province of China (2018RS3011), the Natural Science Foundation of Hunan Province of China (2018JJ2520), and the National 111 Project (B14034).
Acknowledgments
The authors are grateful to the financial support from the National Natural Science Foundation of China (51634009, 51774328, and 51404300), the Young Elite Scientists Sponsorship Program by CAST (2017QNRC001), the Young Elite Scientists Sponsorship Program by Hunan province of China (2018RS3011), the Natural Science Foundation of Hunan Province of China (2018JJ2520), and the National 111 Project (B14034). All authors appreciate the School of Minerals Processing and Bioengineering, Central South University, Changsha, China for providing the facilities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Farrokhpay, S.; Zanin, M. An investigation into the effect of water quality on froth stability. Adv. Powder Technol. 2012, 23, 493–497. [Google Scholar] [CrossRef]
- Zhao, S.; Pan, J.Z. Overview on the Treatment Technology of Wastewater from Copper Mineral Processing (WCMP). Adv. Mater. Res. 2013, 750, 1369–1372. [Google Scholar]
- Sitorus, F.; Cilliers, J.J.; Brito-Parada, P.R. Multi-criteria decision making for the choice problem in mining and mineral processing: Applications and trends. Expert Syst. Appl. 2019, 121, 393–417. [Google Scholar] [CrossRef]
- Kobya, M.; Can, O.T.; Bayramoglu, M. Treatment of textile wastewaters by electrocoagulation using iron and aluminum electrodes. J. Hazard. Mater. 2003, 99, 163–178. [Google Scholar] [CrossRef]
- Beck, E.C.; Giannini, A.P.; Ramirez, E.R. Electrocoagulation clarifies food wastewater. Food Technol. 1974, 22, 18–19. [Google Scholar]
- Bazrafshan, E. Application of electrocoagulation process for dairy wastewater treatment. J. Chem. 2012, 2013, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Wang, Q. Experimental studies on pretreatment process of brackish water using electrocoagulation (EC) method. Desalination 1987, 66, 353–364. [Google Scholar] [CrossRef]
- Vik, E.A.; Carlson, D.A.; Eikum, A.S.; Gjessing, E.T. Electrocoagulation of potable water. Water Res. 1984, 18, 1355–1360. [Google Scholar] [CrossRef]
- Eryuruk, K.; Un, U.T.; Ogutveren, U.B. Electrochemical treatment of wastewaters from poultry slaughtering and processing by using iron electrodes. J. Clean. Prod. 2019, 121, 1089–1095. [Google Scholar] [CrossRef]
- Moreno-Casillas, H.A.; Cocke, D.L.; Gomes, J.A.G.; Morkovsky, P.; Parga, J.R.; Peterson, E. Electrocoagulation mechanism for COD removal. Sep. Purif. Technol. 2007, 56, 204–211. [Google Scholar] [CrossRef]
- Mollah, M.Y.; Morkovsky, P.; Gomes, J.A.; Kesmez, M.; Parga, J.; Cocke, D.L. Fundamentals, present and future perspectives of electrocoagulation. J. Hazard. Mater. 2004, 114, 199–210. [Google Scholar] [CrossRef] [PubMed]
- Johnson, P.N. Ferric chloride and alum as single and dual coagulants. Acta Sci. Circumst. 1983, 75, 232–239. [Google Scholar] [CrossRef]
- Makarov, V.M.; Kalaeva, S.Z.; Zakharova, I.N.; Nevzorov, I.A.; Maltseva, M.S.; Shipilin, A.M.; Krzhizhanovskaya, M.G. Magnetic and X-ray studies of nanodispersed magnetite synthesized from chrome containing galvanic sludge. J. Nano- Electron. Phys. 2015, 7, 4–12. [Google Scholar]
- Wei, X.; Cao, J.; Holub, R.F.; Hopke, P.K.; Zhao, S. TEM study of geogas-transported nanoparticles from the Fankou lead–zinc deposit, Guangdong Province, South China. J. Geochem. Explor. 2013, 128, 124–135. [Google Scholar] [CrossRef]
- Yang, S.; Verdaguer-Casadevall, A.; Arnarson, L.; Silvioli, L.; Čolić, V.; Frydendal, R.; Rossmeisl, J.; Chorkendorff, I.; Stephens, I.E. Toward the decentralized electrochemical production of H2O2: a focus on the catalysis. Acs Catal. 2018, 8, 4064–4081. [Google Scholar] [CrossRef] [Green Version]
- Arslan-Alaton, İ.; Kabdaşlı, I.; Vardar, B.; Tünay, O. Electrocoagulation of simulated reactive dyebath effluent with aluminum and stainless steel electrodes. J. Hazard. Mater. 2009, 164, 1586–1594. [Google Scholar] [CrossRef]
- Ghalwa, A.; Nasser, M.; Farhat, N. Removal of abamectin pesticide by electrocoagulation process using stainless steel and iron electrodes. J. Env. Anal. Chem. 2015, 2, 134. [Google Scholar] [CrossRef] [Green Version]
- Garg, K.K.; Prasad, B. Treatment of toxic pollutants of purified terephthalic acid waste water: A review. Environ. Technol. Innov. 2017, 8, 191–217. [Google Scholar] [CrossRef]
- Lu, J.; Li, Y.; Yin, M.; Ma, X.; Lin, S. Removing heavy metal ions with continuous aluminum electrocoagulation: A study on back mixing and utilization rate of electro-generated Al ions. Chem. Eng. J. 2015, 267, 86–92. [Google Scholar] [CrossRef]
- Doǧan, D.; Türkdemir, H. Electrochemical oxidation of textile dye indigo. J. Chem. Technol. Biotechnol.: Int. Res. Process, Environ. Clean Technol. 2005, 80, 916–923. [Google Scholar]
- Zongo, I.; Maiga, A.H.; Wéthé, J.; Valentin, G.; Leclerc, J.P.; Paternotte, G.; Lapicque, F. Electrocoagulation for the treatment of textile wastewaters with Al or Fe electrodes: Compared variations of COD levels, turbidity and absorbance. J. Hazard. Mater. 2009, 169, 70–76. [Google Scholar] [CrossRef] [PubMed]
- Holt, P.K.; Barton, G.W.; Mitchell, C.A. The future for electrocoagulation as a localised water treatment technology. Chemosphere 2005, 59, 355–567. [Google Scholar] [CrossRef] [PubMed]
- Ghernaout, D.; Ghernaout, B. On the controversial effect of sodium sulphate as supporting electrolyte on electrocoagulation process: A review. Desalination Water Treat. 2011, 27, 243–254. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Chen, G.; Yue, P.L. Separation of pollutants from restaurant wastewater by electrocoagulation. Sep. Sci. Technol. 2007, 42, 819–833. [Google Scholar] [CrossRef]
- Tezcan Un, U.; Topal, S.; Ates, F. Electrocoagulation of tissue paper wastewater and an evaluation of sludge for pyrolysis. Desalination Water Treat. 2016, 57, 28724–28733. [Google Scholar] [CrossRef]
- Eldars, F.M.S.E.; Ibrahim, M.A.; Gabr, A.M.E. Reduction of COD in water-based paint wastewater using three types of activated carbon. Desalination Water Treat. 2014, 52, 2975–2986. [Google Scholar] [CrossRef]
- Zhang, C.; Jiang, Y.; Li, Y.; Hu, Z.; Zhou, L.; Zhou, M. Three-dimensional electrochemical process for wastewater treatment: a general review. Chem. Eng. J. 2013, 228, 455–467. [Google Scholar] [CrossRef]
- Jung, K.-W.; Hwang, M.-J.; Park, D.-S.; Ahn, K.-H. Performance evaluation and optimization of a fluidized three-dimensional electrode reactor combining pre-exposed granular activated carbon as a moving particle electrode for greywater treatment. Sep. Purif. Technol. 2015, 156, 414–423. [Google Scholar] [CrossRef]
- Xiong, Y.; Strunk, P.J.; Xia, H.; Zhu, X.; Karlsson, H.T. Treatment of dye wastewater containing acid orange II using a cell with three-phase three-dimensional electrode. Water Res. 2001, 35, 4226–4230. [Google Scholar] [CrossRef]
Figure 1.
Electrocoagulation (EC) experimental set-up: (1) Magnetic stirrer; (2) DC power supply; (3) electrolytic cell; (4) anode plate; (5) cathode plate; (6) magnetic bar-stirrer.
Figure 1.
Electrocoagulation (EC) experimental set-up: (1) Magnetic stirrer; (2) DC power supply; (3) electrolytic cell; (4) anode plate; (5) cathode plate; (6) magnetic bar-stirrer.

Figure 2.
Flowsheet and corresponding experimental conditions of batch flotation tests using different types of water.
Figure 2.
Flowsheet and corresponding experimental conditions of batch flotation tests using different types of water.

Figure 3.
Effect of anode materials for EC treatment on mixed wastewater COD value (cathode material: Stainless steel, current density: 13.74 mA/cm2, pH: 7.1, electrolysis time: 50 min).
Figure 3.
Effect of anode materials for EC treatment on mixed wastewater COD value (cathode material: Stainless steel, current density: 13.74 mA/cm2, pH: 7.1, electrolysis time: 50 min).

Figure 4.
Effect of current density on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, pH: 7.1, electrolysis time: 50 min).
Figure 4.
Effect of current density on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, pH: 7.1, electrolysis time: 50 min).

Figure 5.
Effect of initial pH value on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, current density: 19.23 mA/cm2, electrolysis time: 50 min).
Figure 5.
Effect of initial pH value on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, current density: 19.23 mA/cm2, electrolysis time: 50 min).

Figure 6.
Effect of electrolysis time on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, current density: 19.23 mA/cm2, pH: 7.1).
Figure 6.
Effect of electrolysis time on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, current density: 19.23 mA/cm2, pH: 7.1).

Figure 7.
Effect of addition of Na2SO4 on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, pH: 7.1, electrolysis time: 70 min).
Figure 7.
Effect of addition of Na2SO4 on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, pH: 7.1, electrolysis time: 70 min).

Figure 8.
Effect of granular activated carbon (GAC) treatment on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, current density: 19.27 mA/cm2, pH: 7.1, electrolysis time: 70 min).
Figure 8.
Effect of granular activated carbon (GAC) treatment on mixed wastewater COD removal rate (anode material: Fe, cathode material: Stainless steel, current density: 19.27 mA/cm2, pH: 7.1, electrolysis time: 70 min).

Figure 9.
Effect of EC treatment on the COD values and COD removal rates of four different types of wastewaters.
Figure 9.
Effect of EC treatment on the COD values and COD removal rates of four different types of wastewaters.

Figure 10.
The grade and recovery of Pb (a) and Zn (b) sulfide flotation concentrates using different types of water.
Figure 10.
The grade and recovery of Pb (a) and Zn (b) sulfide flotation concentrates using different types of water.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical oxygen demand (COD) and pH values of mineral processing wastewater samples in a Pb-Zn beneficiation plant.
Table 1.
Chemical oxygen demand (COD) and pH values of mineral processing wastewater samples in a Pb-Zn beneficiation plant.
| Sample Name | pH | COD (mg/L) |
|---|---|---|
| Pb-Zn flotation wastewater | 11.90 | 434.7 |
| Pyrite concentrate wastewater | 9.11 | 245.3 |
| Pyrite tailing wastewater | 8.29 | 603.2 |
| Mixed wastewater | 11.83 | 424.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Jing, G.; Ren, S.; Gao, Y.; Sun, W.; Gao, Z. Electrocoagulation: A Promising Method to Treat and Reuse Mineral Processing Wastewater with High COD. Water 2020, 12, 595. https://doi.org/10.3390/w12020595
AMA Style
Jing G, Ren S, Gao Y, Sun W, Gao Z. Electrocoagulation: A Promising Method to Treat and Reuse Mineral Processing Wastewater with High COD. Water. 2020; 12(2):595. https://doi.org/10.3390/w12020595
Chicago/Turabian StyleJing, Gaogui, Shuai Ren, Yuesheng Gao, Wei Sun, and Zhiyong Gao. 2020. "Electrocoagulation: A Promising Method to Treat and Reuse Mineral Processing Wastewater with High COD" Water 12, no. 2: 595. https://doi.org/10.3390/w12020595
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.